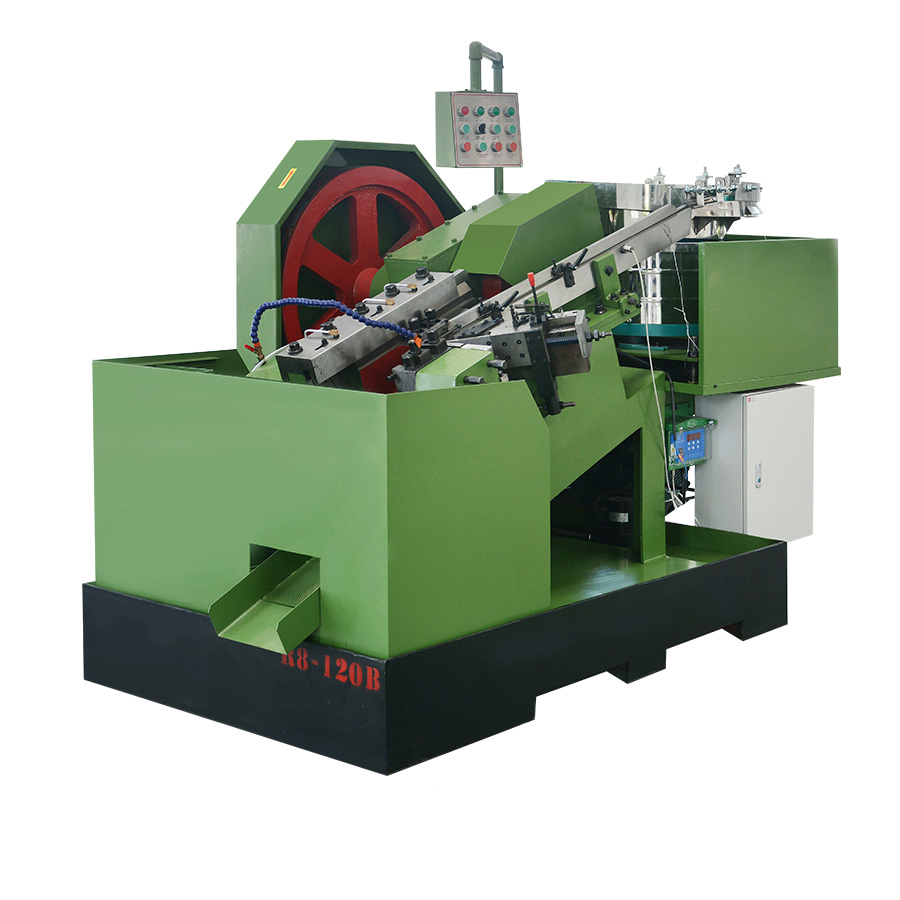
스레드 롤링 머신
스레드 롤링 머신은 절단보다는 롤링 또는 눌러 원통형 워크 피스에 외부 나사 스레드를 만드는 데 사용되는 특수 산업용 산업 기계입니다. 이 과정은 실 롤링으로 알려져 있으며 냉간 작동의 한 형태이며, 이는 열이 필요하지 않고 실온에서 수행됩니다.
스레드 롤링 머신은 공작물 표면에 누르는 하나 이상의 다이 (롤이라고도 함)를 사용하여 스레드를 만듭니다. 다이가 회전하고 공작물의 길이를 따라 움직일 때, 그들은 재료를 원하는 실 모양으로 대체하고 흐릅니다. 이 프로세스는 재료가 제거되지 않고 압축되기 때문에 절단 공정에 의해 생성 된 스레드보다 더 강력하고 부드러운 스레드를 초래합니다.
스레드 롤링 머신은 일반적으로 나사, 볼트, 스터드 및 기타 나사산 패스너를 생산하는 데 사용됩니다. 자동차, 항공 우주, 건설 및 일반 제조와 같은 산업에서 널리 사용됩니다.
전반적으로 스레드 롤링 머신은 다양한 재료에 고품질 스레드를 생산할 수있는 신뢰할 수 있고 효율적인 방법을 제공하며 많은 제조 환경에서 필수 도구입니다.
















































