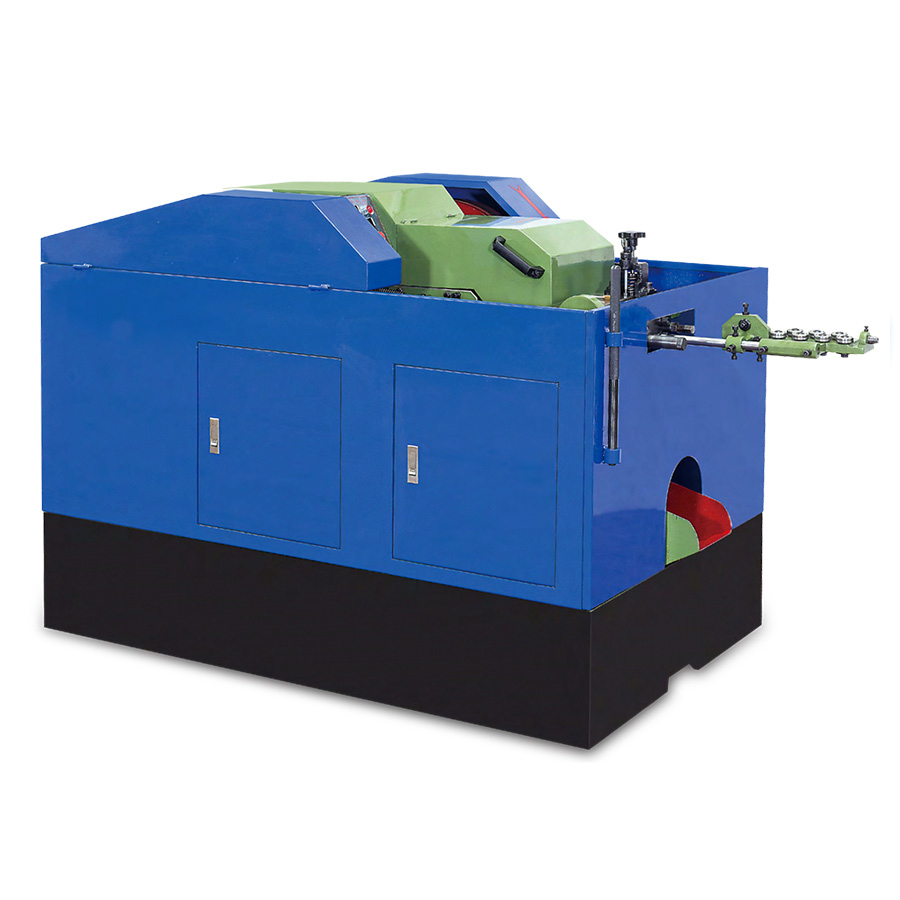
1-die 2-fújó hideg fejléc
Az 1-es 2-es 2-es hideg fejléc egy speciális gyártóberendezés, amelyet nagysebességű, precíziós formázási műveletekhez terveztek. Ez a gép különösen hasznos kis és közepes méretű alkatrészek előállításához, amelyek pontos és következetes formázást igényelnek.
Működés közben az anyagot az első állomásba táplálják, ahol kezdeti kialakítás vagy vágáson megy keresztül. Az anyag ezután a második állomásra költözik, ahol tovább dolgozják fel a végső forma kitöltése vagy további funkciók hozzáadása érdekében. Az eredmény egy pontosan kialakított rész, amely készen áll a felhasználásra vagy a további feldolgozásra.
Az ilyen típusú gépeket általában olyan iparágakban használják, mint például az autóipar, az elektronika és az általános gyártás olyan alkatrészek előállításához, mint a rögzítőelemek, a csatlakozók és más kis fém alkatrészek.
Az 1-es 2-es fúró hideg fejléc értékes eszköz minden gyártóüzemben, amely a sebesség, a pontosság és a költséghatékonyság kombinációját kínálja a kiváló minőségű fém alkatrészek előállításához.
Első lyukasztás: A kezdeti lépés egy ütést foglal magában, amely az alkatrész alapvető alakját képezi, ha erőt alkalmaz egy előre vágott fémdarabra.
Második ütés: A második ütés tovább formálja az alkatrészt, gyakran szálakat, fejeket vagy más funkciókat adva, miközben megőrzi az anyag integritását és erősségét.
Nagy hatékonyság: Az 1D2B folyamat lehetővé teszi a gyors termelési arányokat.
Konzisztencia: A hideg formázási folyamat biztosítja a végtermék egységességét.
Költséghatékony: A folyamat csökkenti az anyaghulladékot, és gazdaságosabb lehet a forró kovácsolási vagy megmunkálási folyamatokhoz képest.
Erősségmegtartás: A hideg képződés javítja a fém mechanikai tulajdonságait, ami erősebb alkatrészekhez vezet.
Ezeket a gépeket széles körben használják a különféle iparágakban, ideértve az autóipari, építőipari, elektronika és az általános gyártást, ahol magas színvonalú, tömeggyártású kötőelemekre van szükség.
Rögzítői előállítás: Az 1D2B hideg fejlécek különösen jól alkalmasak a kötőelemek, például csavarok, csavarok és csapok előállításához. Komplex formákat képezhetnek, és szálakat, fejeket és egyéb funkciókat adhatnak hozzá egyetlen műveletben, biztosítva a következetességet és az erőt a végtermékben.
Autóipar: Az autóiparban ezeket a gépeket olyan kritikus alkatrészek előállítására használják, amelyek nagy pontosságot és megbízhatóságot igényelnek, például motorcsavarokat, kerékcsapokat és felfüggesztési alkatrészeket.
Általános gyártás: Az említett speciális iparágakon túl az 1D2B hideg címsorgépek használják az általános gyártási környezetben való felhasználást, ahol szükség van egyéni tervezésű rögzítőelemekre és alkatrészekre, amelyeket gyorsan és költséghatékony módon lehet előállítani.


















































